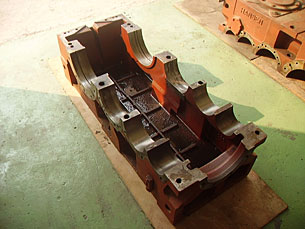
Hansen Gearbox[Note: this job carried by Metalock Thailand]
The bearing failure in Hansen Gearbox resulted in high heat; high load conditions and was the cause of fracture. Inbuilt stress and hardness / embrittlement of the cast iron would cause crack to grow once if unit was returned to service without repair. To prevent this, the following cold engineering Metalock Procedure was carried out.
1.Make up clamp kit comprising 2 off m16 bolts 40mm long, 1 length of m12 threaded rod [high tensile] with 2 nuts and some flat washers to suit and clamp bearing area together . We did not want the fracture to continue across the face and into the oil line / gallery– as it would have to be sleeved [required manufacturing a ground thin wall sleeve and jig / stepped mandrels etc]
2. Drill 3 holes - 3/16 diameter at both ends and middle. Heat causes Cast iron to be very hard and brittle – required carbide drilling through hardened crust. Note: These holes initially drilled to approx 6mm depth to establish crack depth and angle. Then drilled a further 10 mm almost through to oil gallery to relieve stress along fracture. Tap out to 6mm, fill with nickel threaded rod to depth.
3. Continue to Stud up crack using 6mm nickel alloy rod as follows.
a.
Drill 11mm deep [carbide drill required to break through initial crust]
b.
Tap using tapping fluid [not trefolex]
c.
Blow out holes, fill with methyl alcohol and blow out again
d.
Holes had to be clean as oil or sealant may interfere with good adhesion of metal spraying
Fit threaded rod / stud without sealant - no loctite or stag
e.
After studding completed – 3 off No. 4 annealed locks were fitted at equal distance - at intervals of 23mm starting from out side edge for first lock. Note: Normally 3 screws would be sufficient before locks are installed - then studding is completed. But concern over possible inbuilt stress of casting changed normal procedure.
f.
Mark, modify / grind jig to suit radius of bearing bore. Drill through jig and drill / final flat drill to depth [leaving lock very slightly above to finish peen] 7 lug lock in centre - 5 lug locks either side.
g.
Rip slot between holes using ripper blade / peening gun. Install locks - Peg end of locks to depth 6-7mm
h.
Remove clamp arrangement and magnetic crack test [from end of crack to oil hole. Centre punch and complete repairs to extra minor crack discovered on cracktest, grind.